推荐以下人士阅读
· 考虑改进注塑成型工厂的人士
· 希望了解注塑成型工厂有哪些可选改进措施的人士
· 希望了解应该从哪个方面开始改进的人士
在注塑成型工厂中,使用注塑成型机制造产品。
而业务的成立,需要按照合同约定的质量、所需的数量,在指定的交货期内按时交付客户订购的注塑成型件。
由于向客户的销售价格是预先确定的,因此利润会随着制造成本的抑制方式而发生变化。
注塑成型件的制造成本示例
· 原料费
· 设备折旧费
· 成型加工费(含人事费)
· 二次加工费
· 光热费
· 保管费
· 包装费
· 运输费
· 地租房租
· 通信费
如上所述,制造涉及各种成本。
在本期栏目中,介绍降低制造成本、实现利润最大化的改进经验。
· 改进的基本要求
· 改进的顺序
· 改进螺旋
改进的基本要求
做好改进计划安排非常重要。
如果只是随手进行改进,作业量会无穷无尽。
在生产现场,各种课题和效率低下问题堆积如山,所以如果毫无计划的着手改进,所有举措都会半途而废。
此外,改进举措必须对所有相关人员都有利。
如果出现不利于某个人的作业内容或是立场的情况,则从整体上看并未实现改善。
所以,听取所有相关人员的意见,并在此基础上制定改进计划非常重要。
改进的顺序
从能够做到的部分开始实施改进。
列出当前面临的课题和问题点。
无论问题的大小或改进的难度如何,由所有人对现状进行梳理,并根据列表确定优先顺序。
重点在于,以易于引入且改进效果高的点为优先。
即使可以通过引入大型设备和机械实现工序的自动化,在此之前也应该实施能够进行的改进。
原则上,基本思路是在用尽所有其他方法之后,最后选择引入设备或机器。
为改进赋予优先级的方法
改进活动的优先顺序,应基于ECRS的4大原则。
E(Eliminate):是否有需要排除的内容?
C(Combine):是否能够结合?
R(Rearrenge):是否能够更换?
S(Simplify):是否能够简化?
原则上,E➡C➡R➡S的顺序就是改进效果从高到低的顺序。
根据列出的改进点,基于ECRS原则制定改进计划。
通过分享知识和想法可以轻松解决许多问题。
此外,按照ECRS对工序进行细分,还可以实现浪费的可视化。
注塑成型工厂的改进案例
下面介绍注塑成型工厂中易于引入的改进事例。
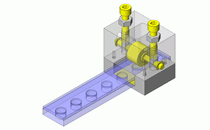
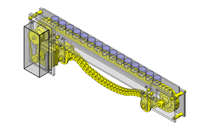
(1) 带式输送机紧急停止电路的改造
用于运输流道的带式输送机通常需要连续运行。有卸料机的金属部件脱落后掉落在输送机上。卸料机因卸料错误而停止,但带式输送机依然在继续运转,导致卸料机掉落的金属零件被投入破碎机中。
【改进案例】
为了防止这个故障再次发生,我们建立一个电路,在出现问题时让带式输送机停机,使得脱落的金属部件停留在带式输送机上。
在实际安装的电路中,利用继电器接收来自卸料机警报输出的信号并切断输送机的电源。
【效果确认】
金属片混入破碎机中的故障,损失计算如下所示。
废弃原料10kg×250日元/kg
清扫作业0.5小时 作业费1,000日元/小时
只要出现1次混入破碎机中的问题,仅这部分损失就会达到3,000日元。
此外,如果破碎机的破碎刀片崩口,则破碎效率会降低,并且缺口部分会进一步崩裂,成为金属碎片的发生源,严重时甚至需要更换破碎刀片。
即使今后发生卸料机的金属部件脱落故障,也能够将损失防患于未然。
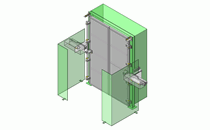
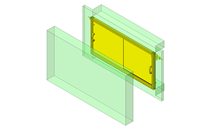
(2) 在合模组件下方安装漏水传感器
水从模具的水口漏出并附着在产品上,导致水渍不良。
虽然在定期检查(1次/4小时)时发现了这一问题,但是4小时内成型件变为NG。
【改进案例】
通过在合模组件的底部设置漏水检测传感器,在检测到漏水的同时发出警报。
【效果确认】
由于漏水并附着在成型件上的缺陷是在每4小时1次的定期抽样检查中发现的,因此这4小时中的成型件都会出现缺陷。
假定100t注塑成型机的加工费为每小时2,000日元,则废弃4小时产量的注塑成型件的成本为8,000日元。
(假定成型件会在破碎后再利用。)
由于可以在漏水的同时发现问题,因此可以防止最高可达8,000日元的加工费损失。
(3) 将个人化的窍门(诀窍与经验)汇总编写为手册
根据产品制造工序不同,有许多作业内容取决于个人技能,例如有些工作任务只有A能够完成,有些工作任务只有B能够完成。
创建一个允许任何人获得相同结果的体系非常重要,所以必须尽快解决这个问题。
【改进案例】
将作业流程以及作业要点手册化,并建立起确保任何人都能实现相同成果的体系。
尤其需要将复杂的工序细化分解,并使用照片、插图和视频使其更易于理解。
重要的是要对诸如特别危险的工序、可能导致受伤的作业等必须避免的内容进行充分培训。
【效果确认】
为了量化编写手册的效果,最好将机会损失也计算在内。
通过准备手册,每个人都能够完成所有工作。
以前,当A不在时设备就要停机,但在准备了手册之后,现在也能继续维持运行。
假设100t成型机1个班(8小时)的加工费为2,000日元,那么该公司就不会错过价值16,000日元的销售机会。
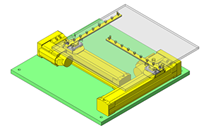
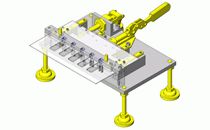
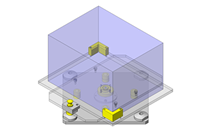
(4) 完善作业环境
区域划分是营造安全环境的重要管理项目。
在注塑成型工厂中,各种各样的机器、设备处于运行状态中,因此必须通过目视识别区域,确保工业机器人以及叉车的运行范围内没有人员进入。
【改进案例】
通过在地板上使用胶带指定区域,可以一目了然地实现识别。
· 红色胶带:禁止堆放物品
消火栓、防火卷帘前应使用红色胶带围起,禁止堆放非必要的物品。
· 黄色胶带:小心作业
会对作业造成干扰的区域或是会危害到安全性的区域,用黄色胶带予以警示。
· 地面颜色
一目了然地识别出叉车行驶的位置和安全通道。
安全通道为奶油色,叉车不允许进入。
【效果确认】
不仅要使用一目了然的颜色予以区分,贯彻周知给所有人更为重要。
必须约谈相关人员,确认所有人都充分理解,并相应保留记录,同时定期性地持续提供指导。
(5) 贯彻2S(整理、整顿)
在注塑成型工厂中,2S对于减少产品不良尤为有效。
不良来自肮脏的环境。
通过整理、整顿,让环境始终保持在井井有条的状态,即使只是最轻微的变化和缺陷也能够被敏感的关注到。
【改进案例】
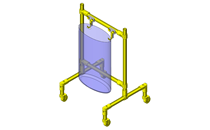
首先是整理。在各种各样的人员协同作业的注塑成型工厂中,各种废弃物会逐渐累积起来。应定期性的对不需要的物品进行整理。
尤其是试生产原料,会逐渐累积。
以1袋(25kg)为单位采购的原料,每次试生产之后都会有剩余,因此明确负责人、存放场所、存放期限非常重要。
为了避免出现长期放置的情况,提前与试生产负责人以及原料仓库管理者之间进行沟通非常重要。
【效果确认】
每月巡查可有效确认工厂2S是否切实执行,以及确认其效果。
通过各部门的选拔和相互监督,可以持续性地贯彻推行2S。
不要轻率地做出判断,而应彼此严格依据规章指出是否切实履行了2S。
改进螺旋
通过逐项推进改进活动,可以让自己从事的工作越来越容易完成。
即使是一开始问题堆积如山的生产现场,随着改进工作的逐步推进,也会变得游刃有余。
随着改进活动的不断持续,其发挥出的效果将会逐渐加速,最终构建起能够创造出利润的体系。
通常应在业务繁忙时推动改进活动。